- 0
-
 平台客服:赵家玲(运营)
平台客服:赵家玲(运营) 联系电话:027-81293128
联系电话:027-81293128 -
您的随身业务助手
微信扫一扫 关注「前衍化学」公众号


 发询盘 看报价收询盘 拿订单
发询盘 看报价收询盘 拿订单
微信扫一扫 关注「前衍化学」公众号
发询盘 看报价收询盘 拿订单自从上个世纪90年代,计算机技术的发展大大推动了精馏技术进步,模拟软件越来越先进,新型塔内件不断涌现, 设计案例和经验也越来越丰富, 然而精馏塔故障出现的频率却没有下降,为什么呢?
如何满足化工厂对精馏塔少检修、少抛锚、少投资、特皮实、省能耗、弹性大的要求呢?

首先,谈谈精馏故障的几点认识。
一.为什么精馏塔故障出现的频率没有下降?
图书文献资料存档不全,一手数据信息匮乏,对于失败的案例掌握和了解不够多;并购和裁员导致,经验丰富的老员工流失,而经验又得不到传承,文献不足以填补空白。信息爆炸的时代,很难从海量信息中搜索到最又价值的参考数据或资料;案例要么被篡改、要么被简化、要么延迟很多年,要么分析认知还不准确、不透彻,一些塔器方面存在的顽疾还没有找到更好的解决办法。
二.常见的塔器故障又有哪些?
分离效率低于预期,预期的处理能力低于设计值,阻力降过高或者过低,塔操作不稳定(偶发液泛),塔材料腐蚀或者强度不够。
三.塔器常见的几类故障排名:


气相发泡

液相发泡
四.发泡问题的工业领域
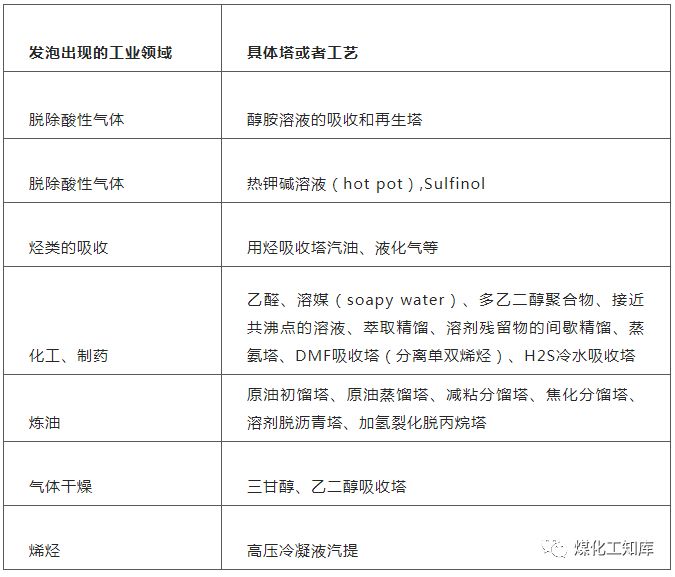
然后,谈谈精馏塔中的发泡问题,导致发泡的因素和解决途径 :
三大因素:
固体颗粒物、添加剂(缓蚀剂、烃类),降液管偏小和低温环境;
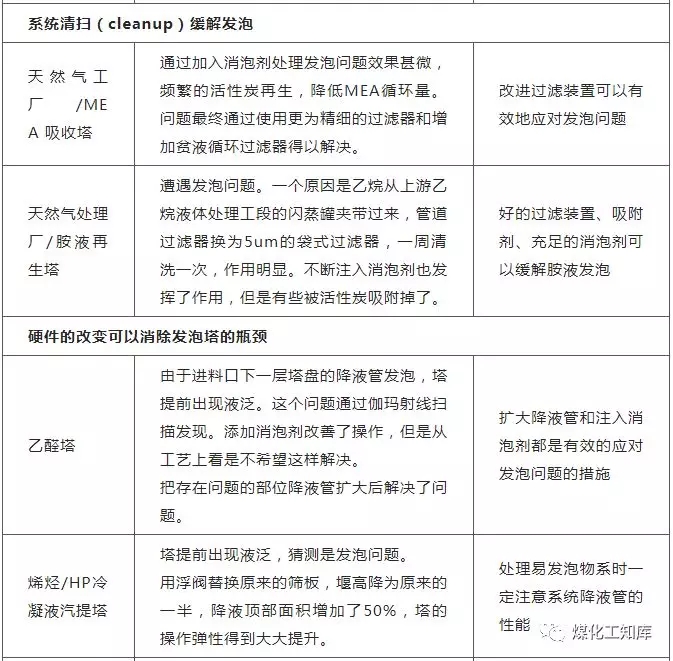
解决问题的主要途径:
1、除掉导致发泡的物质(添加剂、过滤固体杂质);
2、注入消泡剂;
3、消除降液管瓶颈(用大的降液管、降低降液管内液面高度、用散堆填料替代板式塔);
精彩案例分析:
案例1 胺吸收塔的糟糕运行
装置概况:炼油硫磺回收工段胺吸收塔,塔内装有散堆填料
操作过程: 检修时发现,前一次的尝试消除故障过程中,把液体分布器的布液槽隔一去一拆掉了。这样做的原因不明(可能是最早诊断分布器开孔率低,气速高导致夹带)。贫液的样品是黑色、不透明的。进一步的化验表明:进入吸收塔的气体含有液体烃类。
解决方案:吸收塔糟糕的变现可能由很多不同的因素。塔内发泡最有可能的原因是胺液质量不行和烃类物质凝析到胺溶液里。改造后的分布器只能会导致更差的液体分布,对解决发泡问题无济于事。
分布器从新按照原设计安装好,填料用类似的规格型号替换了。胺溶液也换了新的。控制进气中不含烃类液体。塔运行后指标又可以满足指标要求了。
经验之谈:
胺液质量不佳和烃类凝析是发泡液泛的常见原因;
随意改变设备结构会带来很多的麻烦。
案例2 消泡剂加入量——过犹不及
装置概况:天然气处理厂的胺吸收塔,塔在设计最大能力之下操作。
操作过程: 在较高进气量下操作,胺液被夹带到吸收塔顶的量就十分明显了。怀疑出现了发泡现象。在小规模的测试中,在实验室把气体鼓入胺溶液样品中后证实了这一点,而且实验表明溶液出现很强的发泡倾向。加入水性有机硅消泡剂后,泡沫平息了。厂里决定把同样的消泡剂加入到塔里面,并订购了消泡剂和加入泵。
解决方案:切断进入吸收塔的原料气,保持胺液的循环。在吸收-再生系统中有一个贫液缓冲罐,里面的溶液和系统库存的溶液混合,这样就稀释了消泡剂。12小时后,车间试着从新进入原料气,发泡液泛现象又发生了,显然消泡剂的稀释程度还不够。原料气又被切断了,胺液打循环,缓冲罐的稀释工作又连续进行了12小时,第二次从新加入原料气进塔,这次十分成功,再也没有发生发泡现象。
经验之谈:
从此以后,消泡剂加入泵用的使用成为未来消泡应用的必须。
最后,为您奉上更多故障案例,一起看个够吧!!!
25个发泡故障简短案例集:





关键词:精馏
分享至:
![]()
![]()


鄂公网安备 42011102004299号
© 2014-2024 前衍化学科技(武汉)有限公司 版权所有 鄂ICP备20009754号-1

